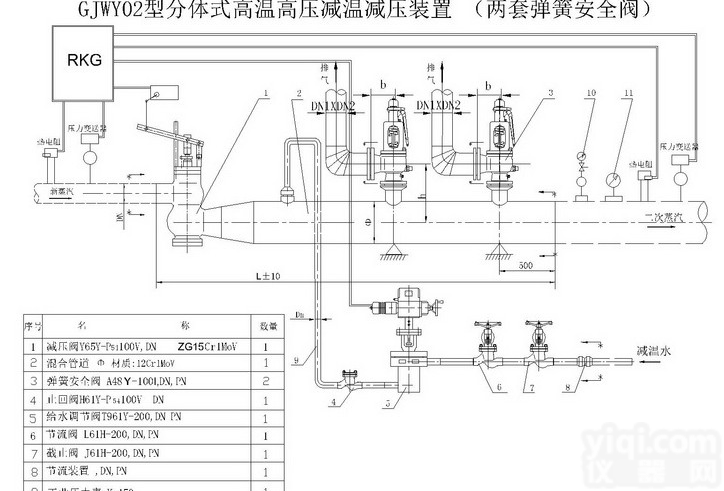
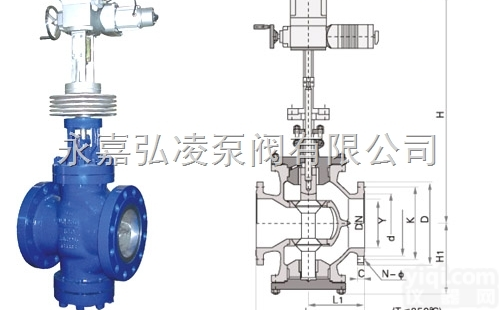
高温高压WY减温减压装置
- 产地:SH
- 供应商:上海申弘阀门有限公司
- 供应商报价:565
- 标签:高温高压WY减温减压装置,565,上海申弘阀门有限公司

| 序号 | 指标名称 | 煤油方案 | 200#方案 | |
| 1 | 常顶收率% | 10~14 | 10~13 | |
| 2 | 常一线收率% | 5~7.5 | 4~5 | |
| 3 | 常二线收率% | 21~25 | 25~29 | |
| 4 | 常三线收率% | 2~3 | ||
| 5 | 常顶压力MPa≯ | 0.10 | ||
| 6 | 过热蒸汽压力MPa | 0.34 | ||
| 7 | 蒸-1压力MPa≯ | 0.50 | ||
| 8 | 蒸-2压力MPa≯ | 0.50 | ||
| 9 | 常顶温度℃ | 128+2 | 126+2 | |
| 10 | 常一线抽出温度℃ | 177+5 | 170+5 | |
| 11 | 常二线抽出温度℃ | 265+5 | 270+5 | |
| 12 | 常三线抽出温度℃ | 355+5 | ||
| 13 | 塔-1进料温度℃ | 195+5 | ||
| 14 | 塔-2进料温度℃ | 365+2 | ||
| 15 | 塔-1顶温℃ | 190+5 | ||
| 16 | 塔-1顶压MPa≯ | 0.10 | ||
| 17 | 塔-2底吹汽温度℃ | 380~420 | ||
| 18 | 常顶循环抽出温度℃ | 155+5 | 150+5 | |
| 19 | 常一中抽出温度℃ | 195+5 | 190+5 | |
| 20 | 常二中抽出温度℃ | 305+5 | 340+5 | |
| 21 | 常顶回流返塔温度℃ | 35+5 | ||
| 22 | 常顶循环返塔温度℃ | 120+5 | ||
| 23 | 常一中返塔温度℃ | 135+5 | 130+5 | |
| 24 | 常二中返塔温度℃ | 260+5 | 270+5 | |
| 25 | 蒸-1蒸汽温度℃ | 160+5 | ||
| 26 | 蒸-2蒸汽温度℃ | 160+5 | ||
| 27 | 常顶出装置温度℃ | 40 | ||
| 28 | 常一线出装置温度℃ | 50 | ||
| 29 | 常二线出装置温度℃ | 60 | ||
| 30 | 常三线出装置温度℃ | 70 | ||
| 31 | 催化掺渣量t/h | 40~60 | ||
| 32 | 常底吹汽量% | 1~2 | ||
| 33 | 塔-3上段吹汽量% | 5% | ||
| 34 | 塔-3中段吹汽量% | 2% | ||
| 35 | 塔-3下段吹汽量% | 2% | ||
| 36 | 塔-2底温度℃ | 355+5 | ||
| 序号 | 指标名称 | 参考指标 | 序号 | 指标名称 | 参考指标 |
| 37 | 塔-1液面% | 50+10 | 79 | 炉-1,2炉膛负压Pa | 0~188 |
| 38 | 塔-2液面% | 50+10 | 80 | 燃料气压力MPa | 0.2~0.5 |
| 39 | 塔-3液面% | 50+10 | 81 | 燃料油压力MPa | 0.8~1.0 |
| 40 | 容-2界面% | 50+10 | 82 | 引风机入口负压Pa | 980 |
| 41 | 容-3界面% | 50+10 | 83 | 鼓风机出口压力Pa | 1500 |
| 42 | 容-3液面% | 50+10 | 84 | 烟气排放温度℃ | 180~200 |
| 43 | 蒸-1,2界面% | 50+10 | 85 | 常炉烟气温度℃ | 360~400 |
| 44 | 减顶收率% | 0.2 | 86 | 减炉烟气温度℃ | 400~450 |
| 45 | 减一线收率% | 2.0 | 87 | 原油注水量(一级)% | 3 |
| 46 | 减二线收率% | 3.0 | 88 | 原油注水量(二级)% | 3 |
| 47 | 减三线收率% | 16.0 | 89 | 注氨量 | PH8+1 |
| 48 | 渣油收率% | 8.0 | 90 | 注缓蚀剂ppm | 20~40 |
| 49 | 减顶真空度Kpa | ≮99.99 | 91 | 注破乳剂ppm | 20~40 |
| 50 | 塔-201顶压MPa | ≯0.4 | 92 | 缓蚀剂浓度% | 1.0 |
| 51 | 容-201瓦斯压力MPa | ≯0.4 | 93 | 破乳剂浓度% | 3~4 |
| 52 | 减顶温度℃ | <70 | 94 | 氨液浓度% | 2.0 |
| 53 | 减一线抽出温度℃ | 120+5 | 95 | 缓蚀剂温度℃ | 30~40 |
| 54 | 减二线抽出温度℃ | 165+5 | 96 | 破乳剂温度℃ | 40~60 |
| 55 | 减三线抽出温度℃ | 255+5 | 97 | 氨液温度℃ | 常温 |
| 56 | 减压进料温度℃ | 380+5 | 98 | 容1-1界面% | 50+10 |
| 57 | 塔-4底温℃ | 370+5 | 99 | 容1-2界面% | 50+10 |
| 58 | 塔-203出料温度℃ | 335+5 | 100 | 容2~4PH值 | 8+1 |
| 59 | 减顶回流返塔温度℃ | 40+5 | 101 | 容1-2压力MPa | 0.9~1.2 |
| 60 | 减一中返塔温度℃ | 145+5 | 102 | 原油注水压力MPa | 1.5 |
| 61 | 减二中返塔温度℃ | 200+5 | 103 | 原油进装置含水% | <2.0 |
| 62 | 减顶出装置温度℃ | ≯40 | 104 | 原油进装置温度 | 38~45 |
| 63 | 减一线出装置温度℃ | ≯90 | 105 | 原油脱后含盐 | <5.0 |
| 64 | 减二线出装置温度℃ | ≯92 | 106 | 新鲜水压力MPa | ≮0.4 |
| 65 | 减三线出装置温度℃ | ≯112 | 107 | 循环水压力MPa | ≮0.35 |
| 66 | 沥青送料温度℃ | 260~300 | 108 | 循环水上水温度℃ | ≯30 |
| 67 | 渣油出装置温度℃ | 100~120 | 109 | 主蒸汽压力MPa | 1.1+0.1 |
| 68 | 容-4界面% | 50+10 | 110 | 主蒸汽温度℃ | ≮180 |
| 69 | 容-4液面% | 50+10 | 111 | 软化水温度℃ | 常温 |
| 70 | 减一线液面% | 50+10 | 112 | 除氧水温度℃ | 103~105 |
| 71 | 减二线液面% | 50+10 | 113 | 除氧水压力MPa | ≮2.0 |
| 72 | 减三线液面% | 50+10 | 114 | 催化瓦斯压力Mpa | ≮0.5 |
| 73 | 塔-4液面% | 50+10 | 115 | 净化风压力MPa | ≮0.5 |
| 74 | 炉-1出口温度℃ | 370+1 | 116 | 非净化风压力MPa | 0.5~0.6 |
| 75 | 炉-2出口温度℃ | 380+5 | | | |
| 76 | 炉-1,2分支温差℃ | ≯5 | | | |
| 77 | 炉-1,2炉膛温度℃ | ≯800 | | | |
| 78 | 炉-1,2炉膛温差℃ | ≯30 | | | |
| 控制指标 | 汽油 | 200#溶剂油 | 煤油 | 柴油 | 软麻油 | 软化重油 | 沥青原料 |
| HK℃ | | ≮142 | | | | | |
| 50%℃ | | | | ≯298 | | | |
| 98%℃ | | ≯198 | | ≯355 | | | |
| KK℃ | ≯204 | | ≯230 | ≯365 | | | |
| 闪点(闭口) ℃ | | ≮35 | ≮42 | ≮66 | ≮152 | | |
| 凝点℃ | | | | 0~3,-8~-10 | | | |
| 粘度E100厘斯 | 0.02mm2/s | | | | 8~10.4 | 6~8 | |
| 闪点(开口) ℃ | | | | | | ≮200 | ≮290 |
| 密度kg/m3 | | ≯790 | | | | | |
| 软化点℃ | | | | | | | >45 |
| 针入度1/10mm | | | | | | | <160 |
| 控制指标 | 汽油 | 200#溶剂油 | 煤油 | 柴油 | 软麻油 | 软化重油 | 沥青原料 |
| HK℃ | | ≮142 | | | | | |
| 50%℃ | | | | ≯298 | | | |
| 98%℃ | | ≯198 | | ≯355 | | | |
| KK℃ | ≯204 | | ≯230 | ≯365 | | | |
| 闪点(闭口) ℃ | | ≮35 | ≮42 | ≮66 | ≮152 | | |
| 凝点℃ | | | | 0~3,-8~-10 | | | |
| 粘度E100厘斯 | 0.02mm2/s | | | | 8~10.4 | 6~8 | |
| 闪点(开口) ℃ | | | | | | ≮200 | ≮290 |
| 密度kg/m3 | | ≯790 | | | | | |
| 软化点℃ | | | | | | | >45 |
| 针入度1/10mm | | | | | | | <160 |