西门子ZG分公司 西门子
- 型号:西门子中国分公司
- 产地:上海
- 供应商:上海邑斯设备科技有限公司
- 供应商报价: 100.00¥
- 标签:西门子,西门子价格,西门子厂家

随着制造业的不断发展,工业机器人已成为智能制造和工业自动化的关键技术和重要产品,也是数控机床走向自动化更高阶段的重要一环。
看看西门子PLC与KUKA机器人是怎么结合!
戳视频:
西门子针对这一需求提供了SINUMERIK Integrate Run MyRobot工艺包,可轻松的将西门子SINUMERIK数控系统的机床和机器人无缝集成到生产过程中,实现工件和刀具的快速处理、操作、回退、示教和诊断,因而提升了机床的效率和灵活性。
|
|
|
|
| |
上海邑斯公司在经营活动中精益求精,具备如下业务优势:
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP直流电源 24V DC 1.3A、2.、3A、、10A、20A、40A可并联.
4、HMI 触摸屏TD200 TD400C K-TP OP177 TP177,MP277 MP377,
SIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
2、全数字直流调速装置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 数控 伺服
SINUMERIK:801、802S 、802D、802D SL、810D、840D、611U、S120
系统及伺报电机,力矩电机,直线电机,伺服驱动等备件销售。
机器人可以灵活地加入生产过程,进行工件的装卸和加工,机器人还可以通过SINUMERIK Operate 用户界面加以控制,操作人员会感到非常亲切,这使得生产自动化变得非常简单。
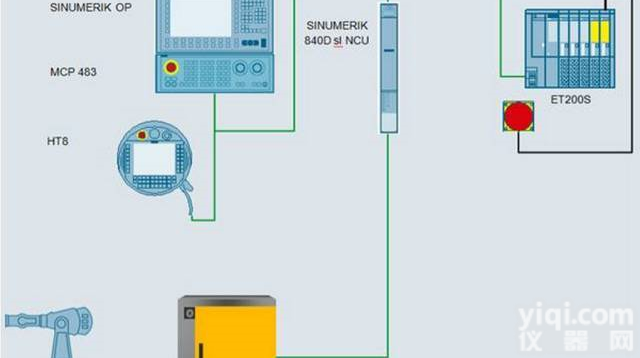
通过选件Run MyRobot / Handling 和KUKA.PLC mxAutomation, 可以方便地连接SINUMERIK 840Dsl和KUKA机器人,实现机械手的运行、编程和诊断,凭借 SINUMERIK Operate 实现机床与机器人的统一操作控制,用于工件的装卸、换刀等应用。
西门子PLC的品质非常好,其网络稳定性、开放性深受工控人员的喜爱,而且编程软件分类多,使用方便。在国内工控界具有显著地位。虽然大家对西门子PLC都有一定的了解,但要你说出西门子PLC各种通信方式的特点,相信很多人都不能完整答出。下面就是几种常见的西门子通信方式?
一、PPI通讯
PPI协议是S7-200CPU基本的通信方式,通过原来自身的端口(PORT0或PORT1)就可以实现通信,是S7-200 CPU默认的通信方式。
二、RS485串口通讯
第三方设备大部分支持,西门子S7 PLC可以通过选择自由口通信模式控制串口通信。简单的情况是只用发送指令(XMT)向打印机或者变频器等第三方设备发送信息。不管任何情况,都必须通过S7 PLC编写程序实现。
当选择了自由口模式,用户可以通过发送指令(XMT)、接收指令(RCV)、发送中断、接收中断来控制通信口的操作。
三、MPI通讯
MPI通信是一种比较简单的通信方式,MPI网络通信的速率是19.2Kbit/s~12Mbit/s,MPI网络多支持连接32个节点,Z大通信距离为50M。通信距离远,还可以通过中继器扩展通信距离,但中继器也占用节点。
MPI网络节点通常可以挂S7-200、人机介面、编程设备、智能型ET200S及RS485中继器等网络元器件。
西门子PLC与PLC之间的MPI通信一般有3种通信方式:
1、全局数据包通信方式
2、无组态连接通信方式
3、组态连接通信方式
四、以太网通讯
以太网的核心思想是使用共享的公共传输通道,这个思想早在1968年来源于厦威尔大学。 1972年,Metcalfe和David Boggs(两个都是网络专家)设置了一套网络,这套网络把不同的ALTO计算机连接在一起,同时还连接了EARS激光打印机。
这就是世界上一个个人计算机局域网,这个网络在1973年5月22日首次运行。Metcalfe在首次运行这天写了一段备忘录,备忘录的意思是把该网络改名为以太网(Ethernet),其灵感来自于“电磁辐射是可以通过发光的以太来传播”这一想法。 1979年,DEC、Intel和Xerox共同将网络标准化。
1984年,出现了细电缆以太网产品,后来陆续出现了粗电缆、双绞线、CATV同轴电缆、光缆及多种媒体的混合以太网产品。 以太网是目前世界上流行的拓朴标准之一,具有传传播速率高、网络资源丰富、系统功能强、安装简单和使用维护方便等很多优点。
五、PROFIBUS-DP通讯
PROFIBUS-DP现场总线是一种开放式现场总线系统,符合欧洲标准和国际标准。PROFIBUS-DP通信的结构非常精简,传输速度很高且稳定,非常适合PLC与现场分散的I/O设备之间的通信。
(一)S7-300 PLC在变电站中的应用
某油田有150多座变电站,承担着油田整个油区、社区及生活区部分居民的用电,油田电网的安全运行对于保证原油产量持续上升和居民安居乐业起着至关重要的作用。
油田变电站中的AEUD-WIII全自动智能免维护直流屏采用模块化设计、数字化控制,智能化程度高。该直流电源具有先进的系统监控功能,着重电池在线管理、接地选线、“四遥”通信、告警显示和事故追忆等功能进行开发,使得系统安全性、可靠性更高。
该系列全自动智能免维护直流屏采用SEIMENS公司生产的OP170B型人机界面,该监控模块具有结构紧凑、显示分辨率高、可靠性高、寿命长等优点。通过人机界面可以完成整流模块启动,充电状态显示,查看报警信息,手动电池巡检,绝缘监察、接地选线、报警试验、报警复位等直流屏的所有操作,并能显示直流屏的原理图及各个运行参数和各种故障信息。控制模块采用S7-300系列模块,进行数字和模拟信号的采集及输出。
硬件系统构成
1.PLC配置
变电站直流监控系统的PLC采用西门子公司的S7-300 PLC。根据系统要求,PLC总体配置如下:
①ZY处理模块(CPU):选用CPU 314。
②数字量输入模块(DI):选用SM321,共1块(16点/块),处理4点输入信号。
③数字量输出模块(DO):选用SM322, 共4 块(16 点/块),处理56 点输入信号。
④模拟量输入模块(AI):选用SM331,共1 块(8 点/块),处理8点输入信号。
⑤模拟量输入、出模块(AI):选用SM334,共1块(4点入和2点出/块),处理2点输入和2点输出信号。
2.操作屏配置
操作屏采用两个OP170B,一个安装在控制柜;一个安装在监控ZX。
3.监控系统软件
变电站直流监控系统的软件主要有两部分:显示单元和软件单元。
1)显示单元
操作屏采用工业级人机界面,主要完成直流系统运行监控、故障报警、记录和排除提示、参数设置、模拟键盘操作、数据记录处理、累计运行时间控制等任务。
显示单元包括主画面、电池巡检画面、电池组电压记录画面、绝缘监察、当前报警画面、历史报警画面、累计运行画面等画面。
2)控制软件单元(只给出部分功能软件)
软件单元由系统时钟读取、整流器控制、电池巡检、绝缘监察、接地选线、限流电阻控制、累计运行时间、当前报警处理、历史报警信息处理、报警试验等程序构成。
(1) 整流器控制。
给定延时
A “F1_k1”
AN “F1_k2”
= “DO_k1”
主充电机给定
A “DI_k1”
JNB _001
CALL FB21,DB21
_001: NOP 0
主充电机给定复位
AN “DI_k1”
AN “DI_k2”
= L0.0
A L0.0
BLD 102
S “float_charge”
A L0.0
JNB _004
L 0
T “ug_hm0”
_004: NOP 0
A L0.0
JNB _005
L 0
T “ug_hm1”
_005: NOP 0
A L0.0
JNB _006
L 0
T DB66.DBD580
_006: NOP 0
主浮充转换
A(
O “DI_k1”
O “DI_k2”
)
JNB _003
CALL FB20,DB20
_003: NOP 0
(2)巡检:能够自动(每天定时)和手动进行电池巡检(部分程序)。
每天10 点自动电池巡检
A(
L MW22
L 10
==I
)
FP M15.2
AN “scan_end”
S “scan_start”
按下面板电池巡检键,手动进行电池巡检
A(
A “F3_bat_scan”
FP M15.3
O(
A “F3_bat_scan”
FN M15.4
)
)
AN “scan_end”
S “scan_start”
电池巡检开始
A “scan_start”
JNB _001
CALL FB23,DB23
_001: NOP 0
电池巡检开始,画面转到电池巡检画面
A “scan_start”
FP M17.4
JNB _002
L 2
T MW102
_002: NOP 0
电池巡检结束,复位电池组序号
L MW186
L 18
==I
= L0.0
A L0.0
JNB _003
L 0
T MW116
_003: NOP 0
A L0.0
JNB _004
L DB65.DBW100
T MW118
_004: NOP 0
A L0.0
BLD 102
L S5T#2S
SD T51
电池巡检结束,置位电池巡检标志位
A T51
= L0.0
A L0.0
JNB _005
L 0
T MW186
_005: NOP 0
A L0.0
BLD 102
S “scan_end”
电池巡检结束后,进行过、欠压判断
A “scan_end”
JNB _006
CALL FB24,DB24
_006: NOP 0
(3) 绝缘监察及接地选线:能够自动(每天定时)和手动进行绝缘监察及接地选线(部分程序)。
判断系统时钟是否为9 点,若是,则启动自动执行绝缘监察功能
A(
L MW22
L 9
==I
)
FP M15.5
S “auto_gnd_chk”
根据绝缘监察霍尔电压采样值与设定值的大小,判断是否出现不平衡接地,若出现,则启动
AN “gnd_chk”
= L2.0
A L2.0
A(
L MW148
L MW122
>I
)
FP M15.6
S “en_unbalance”
A L2.0
A(
L MW148
L MW122
<=I
)
FP M15.7
R “en_unbalance”
使绝缘监察启动的三种条件,有任何一个满足要求,则开始绝缘监察
A(
O “auto_gnd_chk”
O(
A “en_unbalance”
FP M16.1
)
O(
A “en_unbalance”
FN M16.2
)
O(
A “F4_gnd_chk”
FP M16.3
)
O(
A “F4_gnd_chk”
FN M16.4
))
AN “gnd_chk”
S “en_chk”
进行绝缘监察时,进入绝缘监察画面
A “en_chk”
FP M17.5
JNB _001
L 4
T MW102
_001: NOP 0
监察完毕,进行监察使能复位
A M17.0
R “en_chk”
R “gnd_chk”
