换热器(胀管式)高压胀管机
换热器气动液压胀管机的应用及原理
一、作用 换热器内部有数千上万个换热管,换热管和管板的连接采用氩弧焊,由于管板厚度较大,管板孔与换热管之间不可能完全焊接,存在间隙。换热管壁薄细长,冷却液有一定的压力,易造成换热管的震颤。长时间下,焊口易脱焊。为防止此事故的发生,需要消除管板与换热器之间的间隙(0.3mm-0.4mm)。此即为气液胀管机的作用。
二、引用标准 GB/T151-1999
三、换热管与管板的连接
3.1 胀管胀接、焊接、胀焊并用等方式
3.2 胀接方式有强度胀接、贴胀两种方式,强度胀接是指为保证换热管与管板的连接的密封性能及抗拉强度的胀接;贴胀是指为消除换热管与管孔之间间隙的轻度胀接
3.3 由于强度胀接对孔型、槽型、换热管的工艺要求相当高,不做推荐。贴胀是在强度焊接后进行的胀接,没有强度的要求,操作起来相对容易。
3.4 贴胀的方式
3.4.1 贴胀有机械胀接及液袋式液压胀接两种方式
3.4.2 机械胀接采用滚珠结构意识需采用润滑油,造成换热管污染,二是硬接触,易划伤换热管内表面。 3.4.3 液袋式液压胀接包括液驱式液压胀接和气驱式液压胀接。液驱式液压胀接采用液压泵做动力源,升压速度慢,效率低。气驱式液压胀接采用本公司的气液增压泵做动力源,噪音小、质量轻、升压速度快、效率高、是液驱式液压胀接的两倍(液驱式1000孔/天,气驱式2500孔/天)。
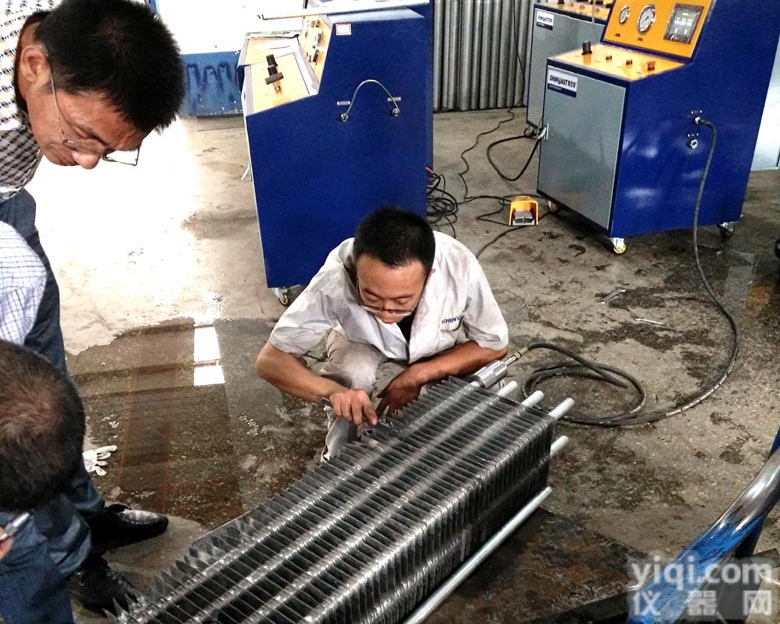
四、气液胀管机的组成 气动液压胀管机由三部分组成,电控部分、气驱增压系统、胀接器。电控采用PLC控制。气驱增压系统采用两台赛思特超高压液体增压器.可快速升压,胀杆式胀接器包括高压胶管、胀管枪、胀杆三部分。 通胀式包括高压胶管、胀头卡套工装两部分。
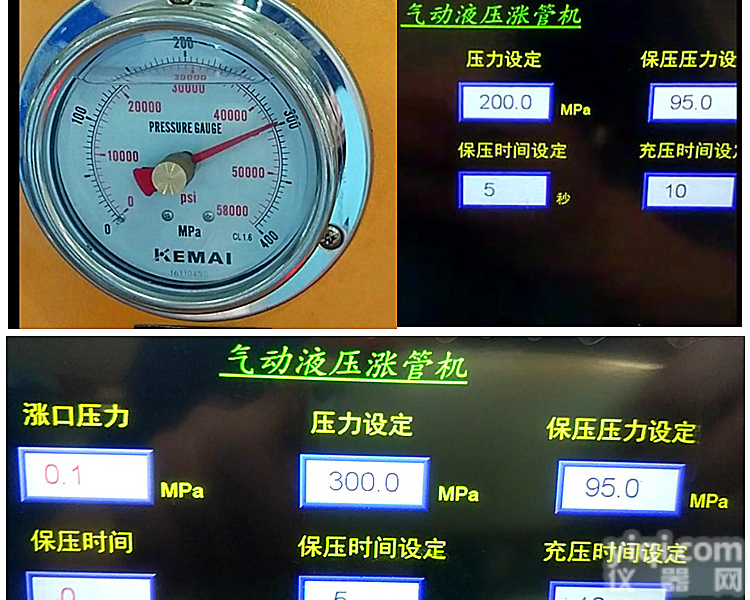
五、胀杆式主要技术参数 1、额定胀接压力: 0-320 M Pa (0-3200公斤) 2、测试压力:320 M Pa 3、胀接速度:约5-10次/min 4、胀接介质:水或液压油 5、高压管压力爆破压力:280/700 M pa 7、输入电源:220 V 8、驱动:压缩空气5-8 bar 9、控制系统:PLC 10、胀杆寿命:120-150次/支 11、控压精度:+-1% 12、胀接速率:2000支/天 (胀杆胀接) 13、测试工位:1工位
六、产品特点 1、可以任意设置保压时间,保证胀接质量; 2、升压、卸压速度快,胀接速度成倍提高; 3、对0-400mm厚度管板进行全厚度一次性均匀胀接; 4、可以对任意深度的中间管板或多管板换热器进行全厚度胀接; 5、可以对内螺纹管或有缝焊接管进行胀接; 6、被胀接后的器件残余应力低,不易产生间隙腐蚀; 7、换热器胀接后轴向不拉长而稍有收缩,有利于减少运行噪音; 8、管子内孔误差大,现场可适当调整胀头直径; 9、胀接处无污染,先胀后焊不受影响; 10、带管箱的换热器边缘处可直接胀接,(胀头修磨余量0.3mm)非常方便; 11、单人可连续胀接,每分钟可胀接5-10个管头;