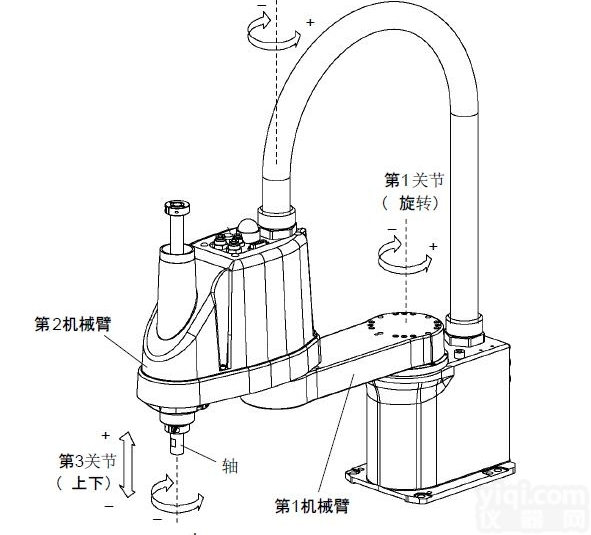
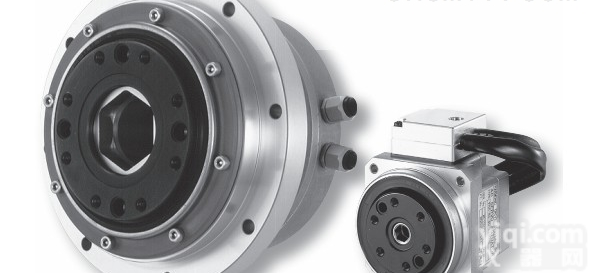
水平多关节机器人谐波CSG-14-80-2UH-SP
- 产地:日本
- 供应商:上海浜田实业有限公司
- 供应商报价:面议
- 标签:水平多关节机器人谐波CSG-14-80-2UH-SP,-1,上海浜田实业有限公司

使焊丝作s’弯曲,因此,可以控制水平多关节机器人谐波CSG-14-80-2UH-SP左右两个焊道与坡口侧壁均有良好的熔合。焊头精确定位(高度定位和一侧跟踪)的方法是将两个接触式传感器的探头一个放在焊道上,另一个贴靠在侧壁上.焊接时,当*道焊道焊完后,铰接的导丝头在几秒内转换指向另一侧焊第二道焊道。
采用这种方法已经成功地焊接了厚300mm的压力容器环缝,其坡口根部间隙为1$mm,顶部为22mm,焊接时,随着压力容器环缝的转动,悬挂式焊嘴在几秒钟内朝另一壁边来回偏转。
②双丝窄间隙焊:
对于厚板,为了提高焊接生产率,可采用双丝窄间隙埋弧焊,这种焊接方法在原理上和普通双丝埋弧焊相同,只是使用细直径焊丝和小的焊嘴,以便能在窄间隙坡口中焊接。可使用直径1.2mm和1.6mm两种焊丝,由于使用细丝,熔敷效率高,且可用低的焊接线能量(3000J/cm以下),所以容易保证焊接接头水平多关节机器人谐波CSG-14-80-2UH-SP具有良好的断裂韧性。
前丝与后丝采用不同的电源:前丝用直流电流,较大的焊接电流,以获得必需的熔深;后丝用交流电源,焊接电流较小,电弧电压较高,以获得足够的熔宽。
这种方法可用以焊接碳钢、低合金钢、不锈钢和因科镍合金。
钎焊是把熔点低于基本金属的钎料加热熔化,使加热的固态焊件连接起来的焊接方法。钎焊的实质是靠液态钎料的浸润和毛细作用,进人焊件的装配缝隙,钎料和焊件金属的原子之间发生溶解和扩散,使焊件连接起来。